|
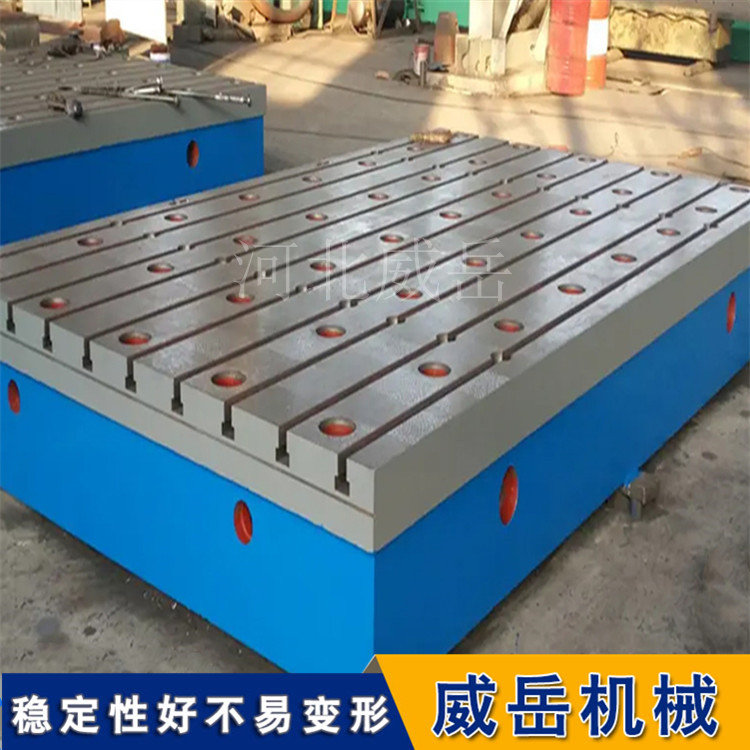
| 现货供应铸铁平台2×4米无气孔 30年老厂成本价位售铸铁装配平板 |
|
 |
|
|
|||||||||||||||||||||||||||||||||
|
|
| 联系我时,请说明在东北制造网上看到的,谢谢! |
 微信分享 |
|
|||
| 关键字:铸铁测试平台,铸铁平板,铸铁焊接平台.,平板,铸铁平台,铸铁实验平台 dbzz T型槽铸铁平台通常采用灰铸铁或球墨铸铁进行铸造。灰铁被称为孕育铸铁,其以低廉的成本,良好的减震性、耐磨性、机械性能和铸造性能被广泛应用于铸造行业中。要使用灰铸铁获得合格的铸造坯件,经过碾砂-造型-熔炼-浇注-清理-检查等众多环节,要保证T型槽铸铁平台铸件的质量就要控制好铸造过程中的各个环节。 1.铸铁平台铸造碾砂过程的控制 型砂的性能将直接影响铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。 湿型砂应采用粒度在55/100、75/150、100/200的多角形或圆形的tianran石砂,这样可以获得较好的表面强度和抗夹砂性。在粘土含量相同时,膨润土比
普通粘土的热湿拉强度高。在湿型粘土砂中另入适量的煤粉、木屑等,可提高抗夹砂能力,并可防止夹砂、粘砂而得到表面光洁的铸件。型砂的水分定为 6左右,以使其具有较好的综合性能。 严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性 ,以提高透气性、流动性等。 2.T型槽铸铁平台铸造熔炼过程的控制 生产灰铸铁件时,严格控制人炉和人包材料的质量,对其成分、块度及理化性能按要求进行检查和验收。 3.T型槽铸铁平台铸造造型过程的控制 造型过程控制是生成铸件的关键过程,直接影响铸件的质量。主要注意以下几方面: (1)模样:模样是铸造生产主要的工艺装备,也是铸造生产的一道工序,在保证几何尺寸的同时。也要考虑生产规模及使用方便性。在制作过程中首先要考虑的是其工艺结构和性能。一方面提高生产率,另一方面要保证质量。在使用过程中要检验模样的完整性,保证无缺陷使用。如果有缺陷要经过修理后才能够使用。起模时要注意敲击力度,铝模要垫木块进行敲击,减少铝模的受损程度。 (2)合理的工艺:操作者要严格按工艺过程进行操作,历求铸件结构使模样制造简单方便,使分型面数目少,具有拔模斜度,砂芯数量要少,有合理的壁厚,连接处要有过渡。选择合理的浇注系统,使铸件顺序凝固,以得到组织均匀的铸件。 (3)合箱:合箱是一个不可忽视的重要环节,铸型表面的浮砂要清理干净,按印记对合,注意错箱量,是减少铸件偏箱的重要手段。 (4)下芯:下芯时要平稳,清理浮砂。砂芯的位置要放置好以防偏芯的产生。 (5)烘干:对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。 4.铸铁平台铸造浇注过程的控制 通过以上环节的准备,就可进行浇注。浇注前要对铸水进行孕育和扒渣处理。在浇注过程中要不断流、平稳,以避免冲砂而形成砂眼。跑火时要及时堵住漏铸水的部位,并补足铸水,以减少冷隔、浇不足等缺陷。 5.T型槽铸铁平台http://www.chinaweiyue.com/铸造清理过程的控制 清理过程是铸件冷却后从铸型中清理铸件,以获得表面无缺陷的铸件。 技术的不断发展,科技的不断进步就需要完成对于一些产品的生产和加工,是否可以更好的保证产品的质量和效果,就需要讲究一些的生产方式,在进行铸铁加工的过程当中,如何才可以避免产生相应的材料缺陷,提升每一种金属的材质和性能,这样才可以更好的满足每一个用户的要求,综合各个方面的影响因素,在进行性能提升的过程中,是否可以达到一个更加的判断标准。就需要讲究一些正确的加工模式,就是要考虑到这些方面的具体情况,在进行实际金属加工的过程当中,可以很好的防止产生相应的表面裂纹,同时还可以提升自己的工作效率,保证了自己产品的功能和性质,满足更多使用者的要求。 |
| 最新展会 |
| 网站首页 - 关于我们 - 使用协议 - 免责条款 - 版权隐私 - 网站地图 - 友情链接 - 广告服务 - 会员服务 - 免费注册 - 联系方式 | ||||||||
| 问题请通过在线提问反馈 | 在线客户QQ:105452034 | 收费会员及广告咨询电话13332201705 技术支持:辽宁衡骏节能科技有限公司 | ||||||||
| Copyright 2007- dbzz.net All Rights Reserved 东北制造网(东北地区唯一制造业网上平台) 版权所有 辽ICP备2021008091号 辽公网安备21021702000105 | ||||||||
| 为获得最佳浏览效果,建议使用IE7以上,或Firefox7以上浏览器 | ||||||||
|














